 全国服务热线:0755-27970704
全国服务热线:0755-27970704 _03.jpg)

屠宰场制冷与制热工艺需求及能源综合分析
——以日处理2000吨废水屠宰场为例
一、屠宰场制冷与制热工艺需求
1. 制热需求(分工艺环节)
| 工艺环节 | 温度需求 | 能源形式 | 能耗占比 | 运行特点 |
|---|---|---|---|---|
| 待宰清洗 | 40-50℃ | 热水 | 15% | 全天候稳定供应 |
| 烫毛/脱毛 | 60-75℃ | 高温热水或蒸汽 | 35% | 短时高温、间歇性峰值负荷 |
| 内脏处理 | 50-60℃ | 热水 | 20% | 持续中温需求 |
| 分割车间供暖 | 18-25℃ | 热空气 | 10% | 冬季需求为主 |
| 设备清洗消毒 | 80-90℃ | 蒸汽 | 20% | 短时高温、低频率 |
2. 制冷需求(分工艺环节)
| 工艺环节 | 温度需求 | 能源形式 | 能耗占比 | 运行特点 |
|---|---|---|---|---|
| 胴体预冷 | 0-4℃ | 低温冷水 | 30% | 连续高强度降温 |
| 冷库储存 | -18℃ | 低温制冷系统 | 40% | 24小时稳定运行 |
| 分割车间降温 | 10-15℃ | 空调制冷 | 20% | 夏季需求为主 |
| 废水冷却处理 | ≤30℃ | 冷却水 | 10% | 持续需求 |
3. 能源消耗现状
制热能源:90%依赖燃气锅炉(热效率80%-90%),10%使用电加热;
制冷能源:80%采用压缩式制冷机(COP 3.0-4.0),20%为氨制冷系统(高能效但安全隐患大);
年总能耗:燃气消耗约500万m³,电力消耗约800万kWh,综合能耗成本超1500万元;
痛点:锅炉排烟温度高(150℃以上),制冷系统冷凝热直接排放(35-45℃),废热利用率不足5%。
二、屠宰场废热资源分析
| 废热来源 | 温度范围 | 日产生量(2000吨废水) | 能量密度 | 利用潜力 |
|---|---|---|---|---|
| 烫毛废水 | 60-70℃ | 800吨(含油脂) | 显热+潜热2000MJ/吨 | 可直接提取高温热能 |
| 蒸汽冷凝水 | 50-60℃ | 100吨 | 显热1500MJ/吨 | 中品位热源回收 |
| 制冷系统排热 | 35-45℃ | 持续排放(压缩机余热) | 低品位热源800MJ/吨 | 热泵提温后利用 |
| 锅炉烟气余热 | 80-120℃ | 随燃料消耗波动 | 高温热源(需换热器) | 预热进水或空气 |
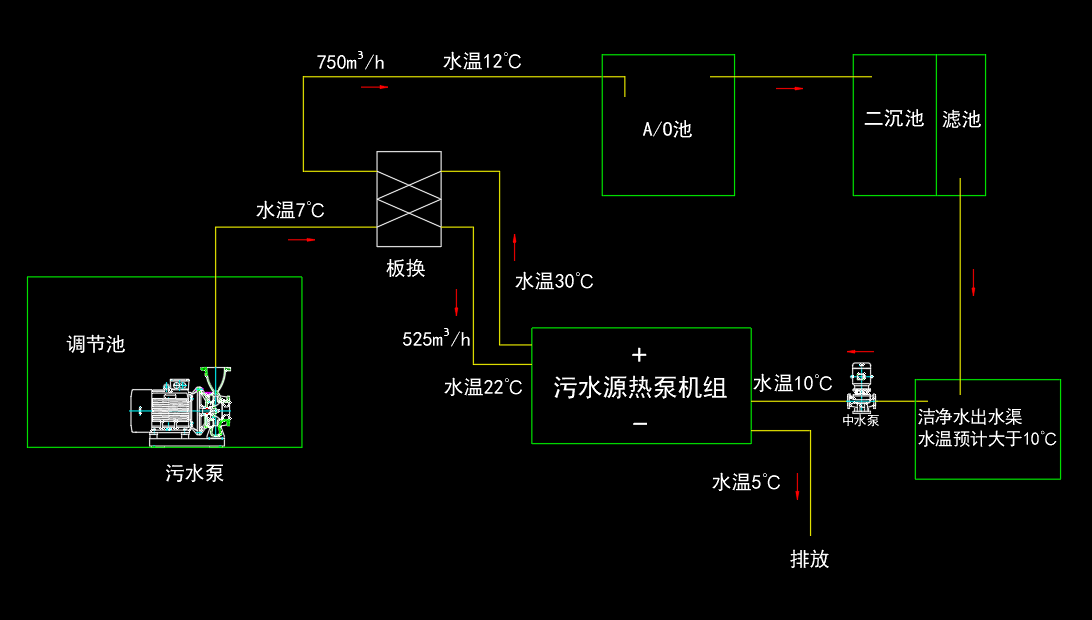
 三、污水源热泵综合解决方案
三、污水源热泵综合解决方案
1. 系统设计原理
制热侧:从60-70℃烫毛废水中提取热量,通过高温热泵(COP=3.8)升温至80℃供烫毛工艺使用;
制冷侧:利用热泵蒸发器侧输出7-12℃冷水,直接用于胴体预冷及车间空调,降低压缩机制冷负荷;
余热梯级利用:
高温废水→烫毛工艺(80℃);
中温冷凝水→内脏清洗(60℃);
低品位余热→车间供暖(40℃)或预热锅炉进水。
2. 关键设备配置
| 组件 | 参数 | 功能 |
|---|---|---|
| 钛合金污水换热器 | 防腐蚀设计,换热效率≥85% | 提取60℃废水热量 |
| 双级压缩热泵机组 | 制热COP=3.8(输出80℃热水) | 满足高温工艺需求 |
| 余冷回收系统 | 蒸发器侧输出7℃冷水(COP=5.0) | 替代30%压缩机制冷量 |
| 智能能源管理平台 | 实时优化热泵、锅炉、制冷机联动 | 综合能效提升20% |
3. 能量平衡计算(日处理2000吨废水)
废热回收总量:
烫毛废水:800吨×2000MJ/吨 = 1,600,000MJ;
制冷余热:等效电能3000kWh×3.6 = 10,800MJ;
热泵输出:
制热量:1,600,000MJ×3.8 = 6,080,000MJ/日(满足85%工艺热能需求);
制冷量:10,800MJ×5.0 = 54,000MJ/日(替代压缩机能耗30%);
净节能效果:
制热:替代燃气锅炉天然气消耗量4000m³/日;
制冷:减少压缩机耗电量5000kWh/日。
四、与传统锅炉的经济性对比(年运行330天)
| 指标 | 燃气锅炉+压缩制冷 | 污水源热泵综合系统 | 对比优势 |
|---|---|---|---|
| 初始投资 | 锅炉200万+制冷机300万=500万 | 热泵600万+管网200万=800万 | +300万(需政策补贴覆盖) |
| 年运行成本 | 燃气720万+电费480万=1200万 | 电费270万+维护30万=300万 | 年省900万 |
| 碳排放 | 燃气CO₂ 8万吨+电网间接2万吨=10万吨 | 电网间接CO₂ 1.2万吨 | 减排88% |
| 投资回收期 | - | (800-500)/900≈0.33年(4个月) | 快速回本 |
| 综合能效比 | 锅炉0.9+制冷机3.0=综合1.5 | 热泵3.8+余冷利用5.0=综合2.8 | 能效提升87% |
五、案例分析(日处理2000吨废水屠宰场)
1. 节能效益
制热节能:年替代天然气132万m³,节省费用720万元;
制冷节能:年减少电耗165万kWh,节省费用99万元;
碳交易收益:年减排CO₂ 8.8万吨,按60元/吨计算,收益528万元;
政府补贴:申请节能改造补贴(设备投资30%),最高240万元。
2. 工艺优化
高温热泵直接供烫毛:取消蒸汽锅炉,减少软化水处理成本50万元/年;
余冷替代预冷系统









_03.jpg)
_23.png)
