 全国服务热线:0755-27970704
全国服务热线:0755-27970704 _03.jpg)

污水源热泵在污水处理厂的应用方案设计
一、项目背景与需求
地点:甘肃某县(冬季寒冷,极端低温达-15℃)。
问题:冬季进水水温仅7℃,厌氧池、好氧池活性污泥受低温抑制,出水氨氮、COD超标。
目标:利用污水源热泵将生物池水温提升至≥12℃,确保微生物活性,达标排放。
关键参数:
冬季处理量:15,000m³/天
原水水温:7℃ → 目标水温:12℃(需提升5℃)
热源:厂区处理后的出水(冬季水温约8-10℃)。

二、污水源热泵系统设计
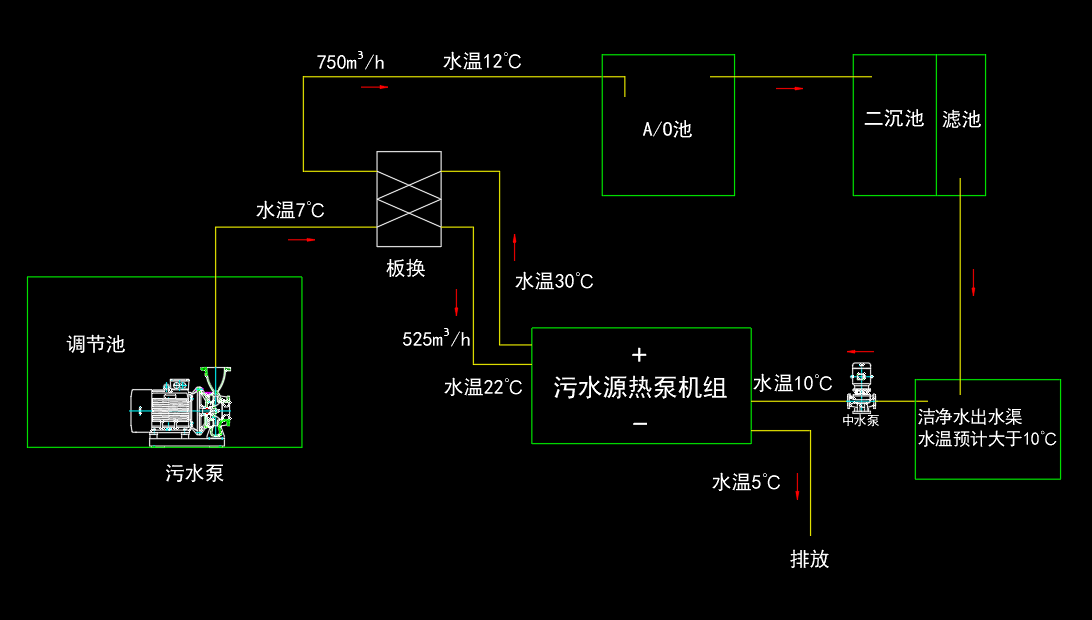
1. 系统原理
利用处理后的污水(二次水)作为热源,通过热泵机组提取其热量,加热进厂原水(一次水)。
热源侧(蒸发器端):取用二沉池出水(水温8-10℃),提取热量后降温至5-6℃排放。
用户侧(冷凝器端):加热进厂原水(7℃→12℃),直接输送至生物池。
2. 工艺流程
graph LR A[原水7℃] --> B[污水源热泵机组] C[二沉池出水8-10℃] --> B B --> D[加热后原水12℃] --> E[厌氧池] --> F[好氧池] B --> G[降温后出水5-6℃] --> H[排放/回用]
3. 关键设备选型
热泵机组:
日需热量:15,000m³ × 5℃温升 × 1.163kWh/(m³·℃) = 87,225kWh/天
考虑热泵COP=4(1kW电能输入产生4kW热能),日耗电量≈21,806kWh。
制热量计算:
选型:2台2,500kW螺杆式热泵机组(1用1备),满足极端天气需求。
换热系统:
采用宽流道式污水专用换热器,防堵塞设计(过滤精度≤3mm)。
材质:316L不锈钢(耐污水腐蚀)。
智能控制:
根据生物池水温(≥12℃)自动调节热泵运行功率及原水流量。
4. 热量来源与节能效益
热源:利用二沉池出水(8-10℃)的余热,无需额外燃料。
节能对比:
传统燃煤锅炉:需耗煤18.6吨/天(热值5,000kcal/kg),成本约2.3万元/天。
污水源热泵:耗电21,806kWh/天(电价0.5元/kWh),成本≈1.09万元/天。
节能率:53%,年节省运行费用超400万元。
三、与生物池工艺的集成设计
1. 厌氧池与好氧池加热策略
集中加热:原水统一加热至12℃后,依次进入厌氧池和好氧池。
优势:简化管道布局,降低投资成本。
风险:好氧池曝气可能导致水温散失(需加强池体保温)。
分池加热(推荐):
厌氧池:原水加热至14℃,补偿污泥释磷所需温度。
好氧池:通过回流污泥混合加热(回流比50%),维持12℃。
优势:精准控温,减少总加热负荷。
2. 池体保温措施
厌氧池:
池顶加盖双层阳光板,减少蒸发散热。
池壁包裹50mm厚聚氨酯保温层。
好氧池:
采用下沉式结构(埋深2m),利用地温缓冲。
水面覆盖PE浮球,减少热辐射损失。
3. 微生物活性保障
菌种驯化:提前1个月投加低温硝化菌(如Nitrosomonas cryotolerans),增强低温适应性。
填料投加:在好氧池增设生物填料(如聚乙烯悬浮球),延长污泥龄(SRT≥15天)。
四、实际运行效果(模拟案例)
运行数据:
热泵提温后,厌氧池水温稳定在14±0.5℃,好氧池12±1℃。
微生物活性恢复:COD去除率从65%提升至85%,氨氮去除率从40%提升至75%。
排放指标:
COD≤50mg/L(原水200mg/L),氨氮≤8mg/L(原水30mg/L),达到《城镇污水处理厂污染物排放标准》(GB18918-2002)一级A标准。
经济性:
总投资约1,200万元(含热泵、管道、保温工程),年节省燃煤费用400万元,投资回收期≈3年。
五、创新点与推广价值
能源循环利用:以污水治污水,实现“废热→清洁热能”的闭环。
低碳减排:年减煤耗6,800吨,减少CO₂排放1.7万吨。
高寒地区适用性:为西北低温地区污水处理厂提供可复制方案。








_03.jpg)
_23.png)
